




この記事は5分程度で読み終わります。
NC旋盤を使っているけど、調べている時間がない人に向いている記事になっています。
この記事で分かる事
- NC旋盤プログラムの基礎が分かる
- 座標の拾い方
- 実体験に基づいたオススメの関数電卓
NC旋盤使っているけどプログラムの作成方法が分からなくて困っていませんか?
本記事は職場目線に寄り添ったNCプログラムの作成方法を、図を見ながら分かりやすく解説しています。
覚えて欲しい事
- 工具の選定
- 座標の拾い出し
- GコードとMコード
現場では生産に追われて大変なので、本記事で即座に理解して時間がある時にプログラムの勉強をして下さい。
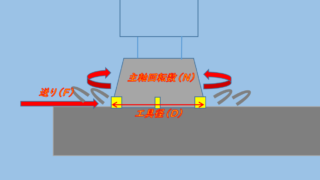
NCプログラムの概要
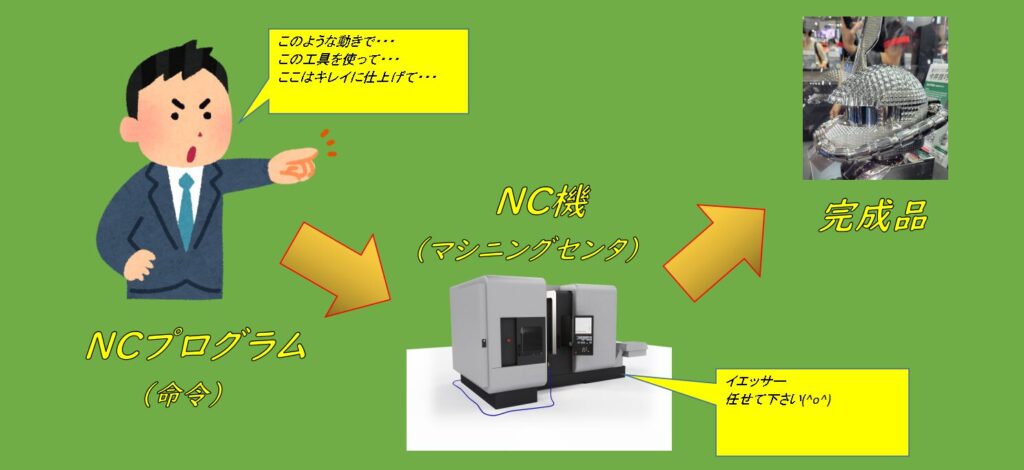
NCプログラムの主な役割
- NCプログラムがNC機に命令する
- NC機が忠実に命令通りに加工する
- 完成品完了
忠実に命令通りNC機は動くため、NCプログラムがミスしていようがお構いなしに加工を進めてしまいます。
本記事は未経験でも即現場で分かるようにしている内容なので、長年経験している人にはちょっと内容が薄く感じてしまうかもしれません。
NC旋盤:NCプログラムの作成方法

NC旋盤のプログラム作成は加工種類別によって作り方が違います。
一例ではありますが、加工種類別の表を作成しました。
| 加工種別 | 説明 |
|---|---|
| 外径加工 | 回転する工具を用いて、対象物の外側を削る加工。外周部の形状を加工する。 |
| 内径加工 | 回転する工具を用いて、対象物の内側を削る加工。内周部の形状を加工する。 |
| 端面加工 | 工具を対象物の端面に対して平行に移動させ、平坦な面を形成する加工。 |
| 溝加工 | 対象物の表面に溝を形成するための加工。直線的または曲線的な溝を作成する。 |
| ねじ切り | 対象物の内部または外部に螺旋状のねじを切る加工。内径または外径にねじを形成する。 |
僕の考えですが、外径加工が1番簡単で未経験の人にも入り込みやすいと思われるので、この記事は外径加工の図面を使ってNCプログラム化してみます。
やってみる事が大事。
座標拾い出し
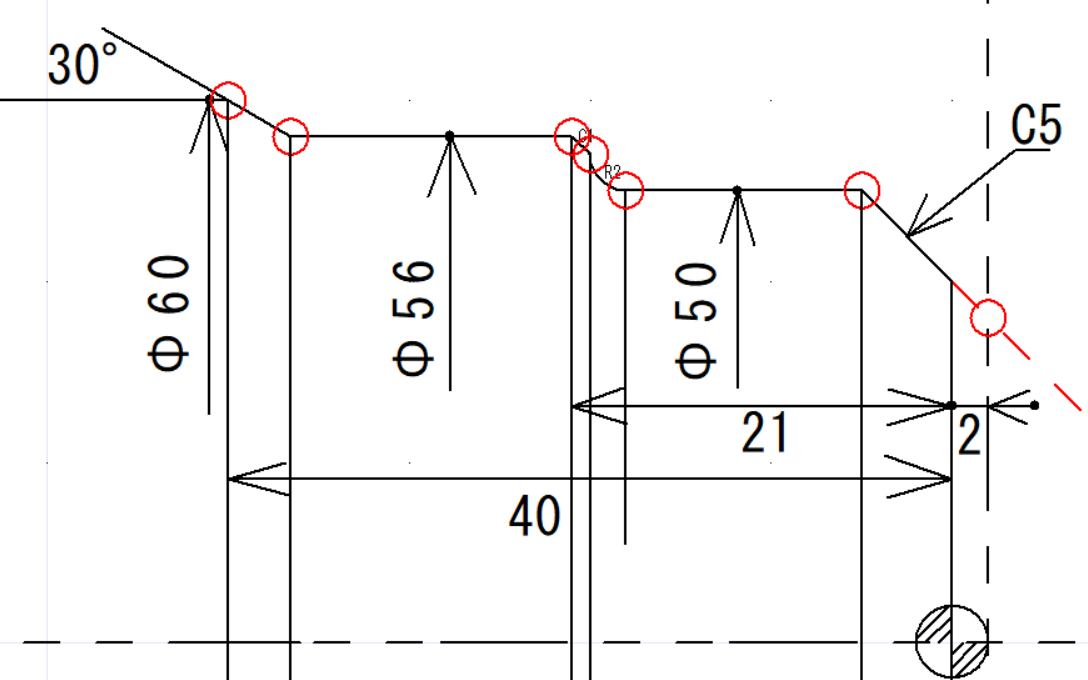
座標拾い出しは赤い丸で囲った接点の部分です。
初めて座標を拾い出しする方には難しい話になるかもしれませんが、要点を掴んでしまえば簡単に分かるようになりますよ(^o^)
プログラム作成前にピックアップポイントに目を通して下さい。
ピックアップポイント👆
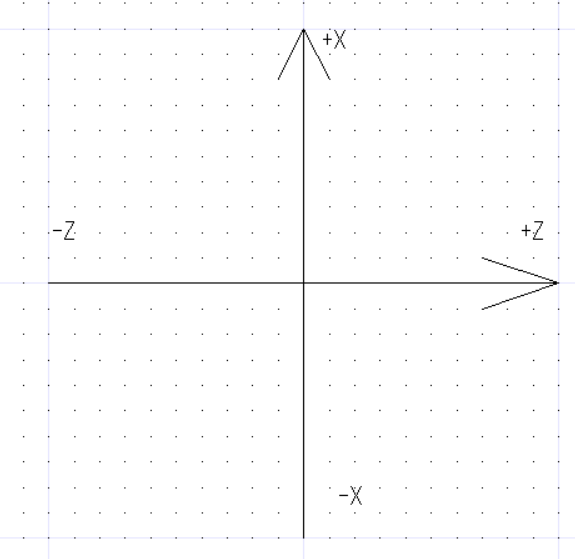
NC旋盤の加工軸はX軸とZ軸になります。
+方向と-方向を間違えないようにして下さい。
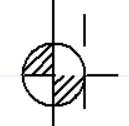
このマークは原点位置つまり【X0Z0】の位置になります。
赤丸部分を拡大して解説を交えて説明します。
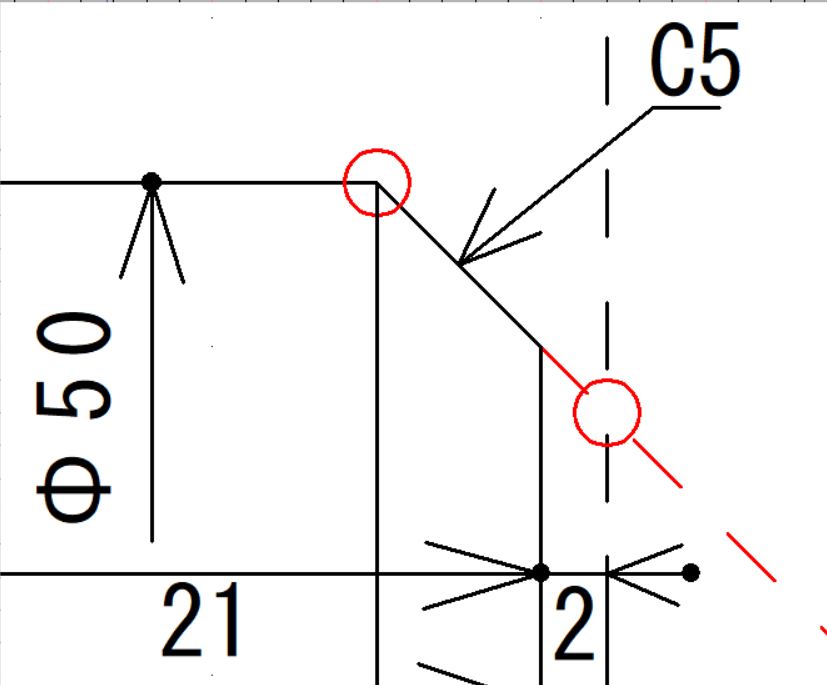
接点の座標値は右から
X36.0Z2.0
X50.0Z-2.0
解説
原点位置から+Z方向に2mmの位置が加工スタ-ト位置です。
Z軸は素直に拾い出せますが、X軸は簡単な計算をしなければなりません。
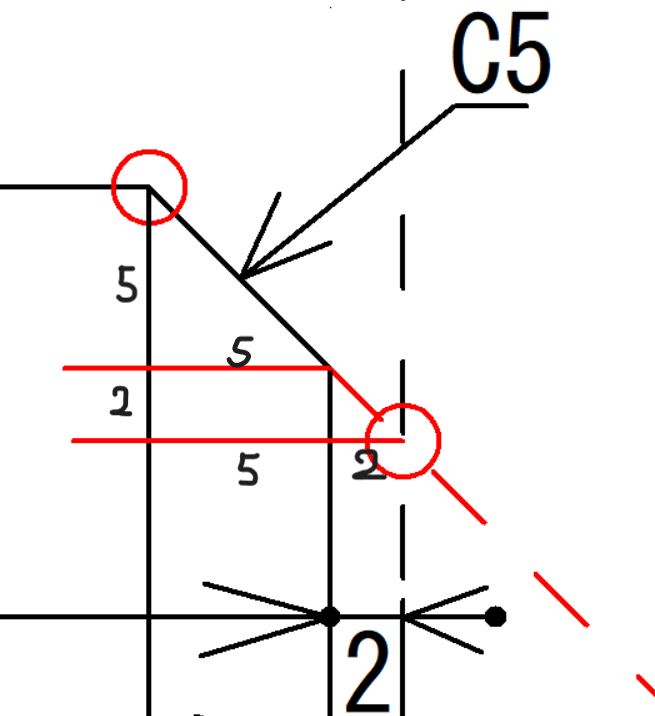
上のC5に注目して下さい。
Cの記号は矢印で指してる部分がC面取りと呼ばれ、辺と辺が同じ直角二等辺三角形の事を指します。
C5は二辺が5mmという意味です。
このような場合は自分で補助線を引く方法がベストです。
新たに引いた赤い線が補助線になります。
少し分かりやすくなったのではないでしょうか。
注意点はC5は半径値なので直径値に変換が必要です。
Φ50-(7×2)=Φ36なので一番右の赤丸接点はΦ36.0Z2.0
2つ目の赤丸接点は素直に拾えば良いのでΦ50.0Z-5.0になります。
最初から難しいですよね。
慣れるまで何回も練習して下さい。
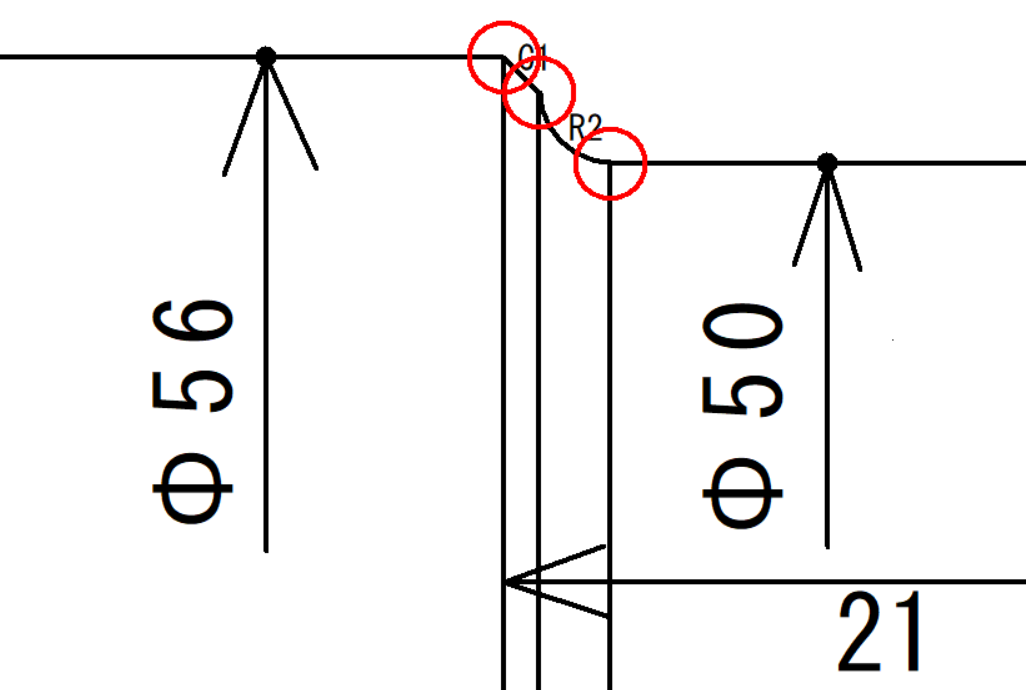
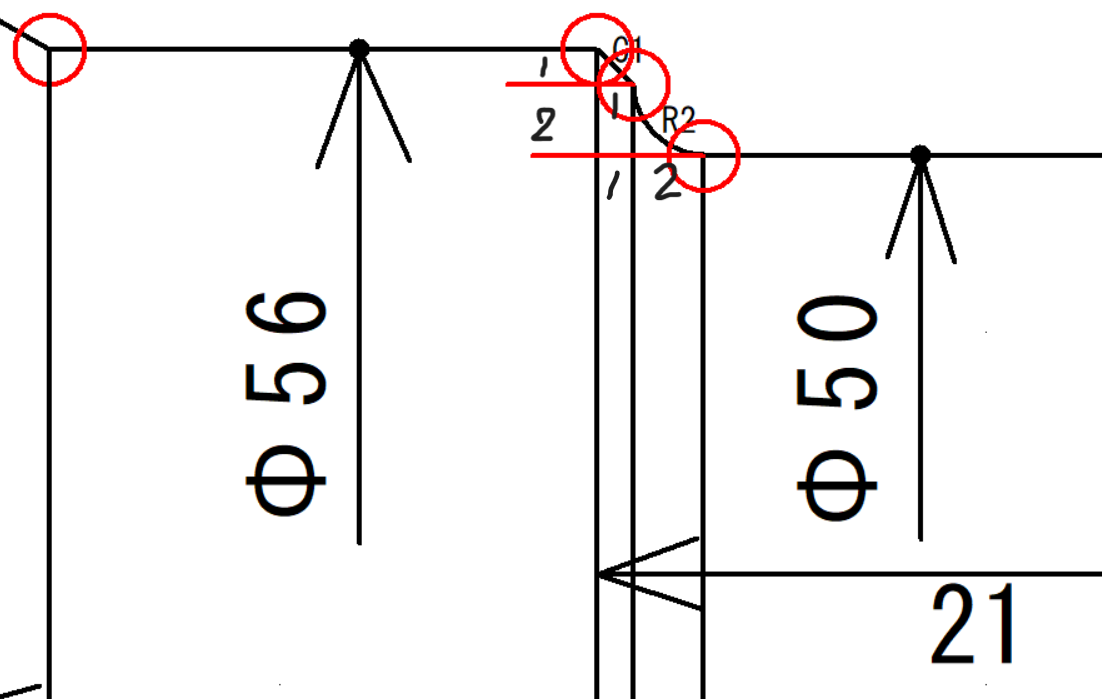
3つの接点の座標値右から
X50.0Z-18.0
X54.0Z-20.0
X56.0Z-21.0
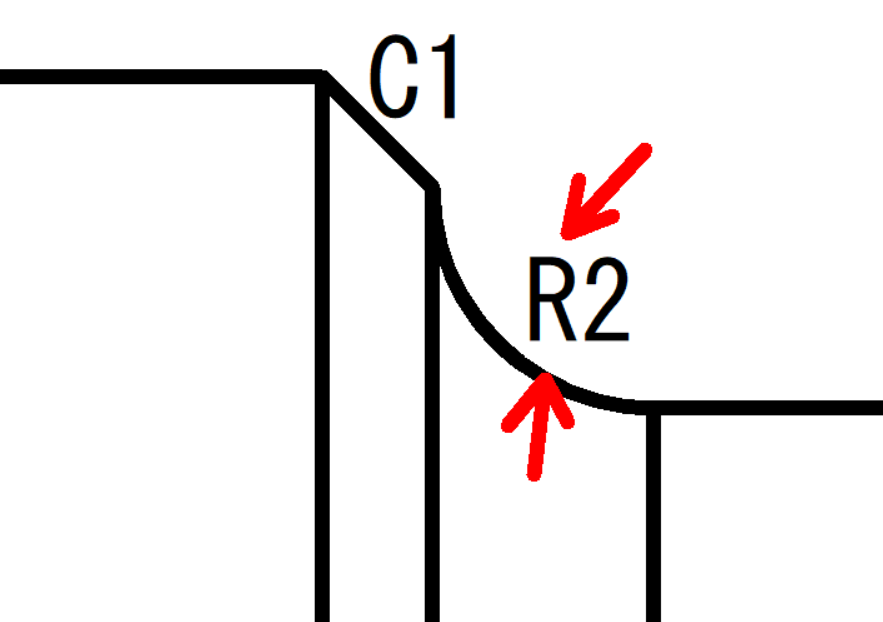
解説
Rとは丸い凹形状の事を指します。(凸形状も考え方は全く一緒です)
計算方法はC記号と大差がありません。
赤い補助線を引きます。
右から順に拾い出していくと
Xは図面に記載されているX50.0、Zは-21の位置から3戻してZ-18.0
X50.0Z-18.0
XはΦ50から2増えているので直径値に変換するとX54.0、Zは-21の位置から1戻してZ-20.0
X54.0Z-20.0
XZ共に図面の数値でOKなのでX56.0Z-21.0
X56.0Z-21.0
単純なCとRの計算は頭の中で出来るくらい簡単なんです。
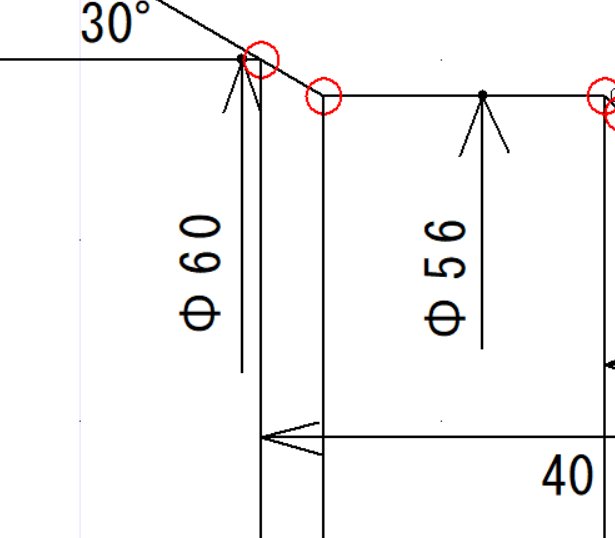
2つの座標値は右から
X56.0Z-36.536
X60.0Z-40.0
解説
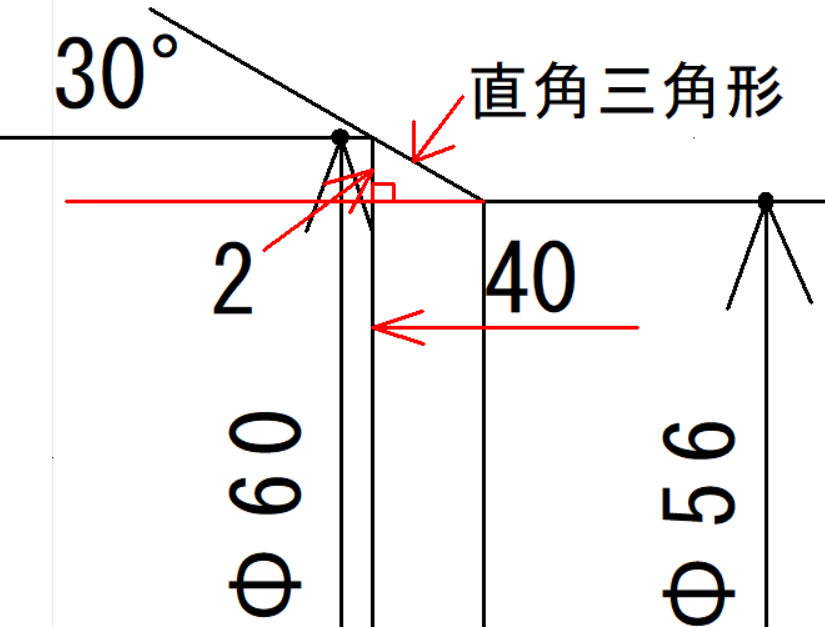
Φ56.0の箇所に赤線の補助線を水平に引くと直角三角形が出来ます。
直角三角形の辺の値が分かる数値は
Φ60.0-Φ56.0=Φ4
Φ4÷2=2(半径値)
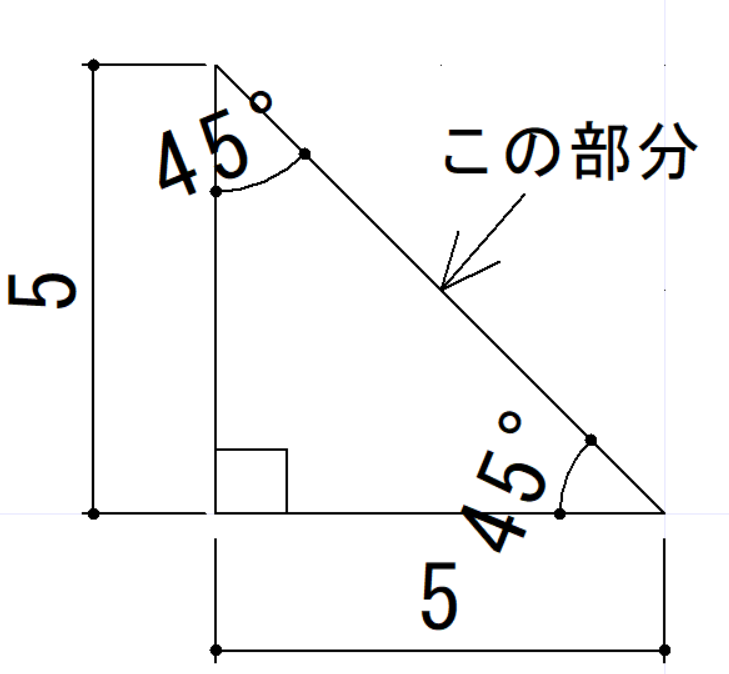
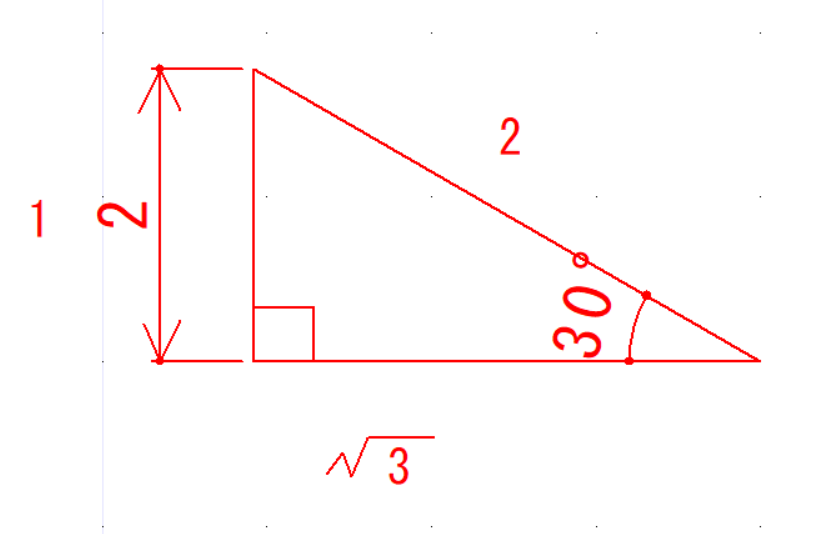
直角三角形を拡大しました。
欲しい数値は√3の辺の長さなのですが、このままでは分かりません。
学校で習った1:2:√3の法則を覚えていますか?
1の辺が2ですから全辺2倍すればOKです。
電卓があれば簡単に√の計算できますが、√3の整数値は
√3=1.73205
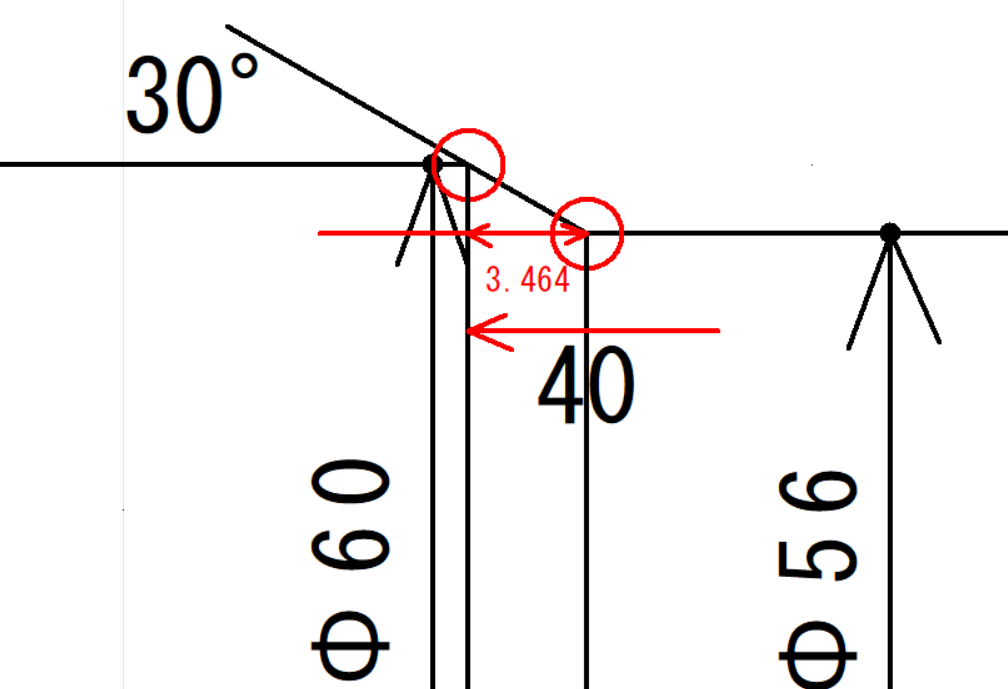
1.73205×2=3.464
右の赤丸の座標値は
40-3.464=36.536
X56.0Z-36.536
次の赤丸は図面そのまま拾い出せばいいので、
X60.0Z-40.0
少し厄介な計算が続いていますが、関数電卓があると比較的楽に計算できてしまいます。
使い方を詳しく解説した関連記事があります。

実体験に基づいたオススメ出来る関数電卓【商品紹介】
今回のような三角形の座標計算するのは関数電卓があるととても便利です。
関数電卓を知らないという方にwikipedia先生から説明文を引用します。
関数電卓(かんすうでんたく)は、四則演算以外に科学技術計算に関する計算機能を持つ電卓である。
製品の発展の歴史的経緯から、初期の製品が三角関数、指数関数、対数関数などの初等関数の値を数表に頼ることなく得られる機能を有したことから関数電卓と称される。 今日的な製品ではこれらの機能以外にも後述の各種計算機能を備える製品が流通している。 英語では scientific calculator という呼称が一般的である。
引用元:関数電卓 – Wikipedia
三角関数の座標計算する上では関数電卓がないと仕事にならないくらい重要なアイテムと言っていいでしょう。
機械加工にとって三角関数の計算は切っても切れない関係です。
僕がオススメする関数電卓は【CASIO スタンダード関数電卓 】という商品です。
僕自身がいろいろ関数電卓を試した結果、出来るだけシンプルかつ使いやすさ重視したら、この関数電卓になりました。
実際に使っている記事を作成したので、興味のある方はご覧ください。
ぜひ、関数電卓の購入を検討している方は【CASIO スタンダード関数電卓 】を検討してみてはいかがでしょうか。
もっと関数電卓の事を詳しく知りたい方は外部リンクを貼っておきます。
NCプログラム作成
(例)加工材料の寸法Φ50×50
ツ-ルナンバ—リスト
T1外径荒バイト
T2外径仕上げバイト
O0001(TANMEN,GAIKEI PG) プログラムナンバー
G28U0W0 原点復帰
G50S1500 最高回転数1500回転
N1M1(TANMEN) シリアルナンバ—1 オプショナルストップ
G0T101 1番のツールを使用
G53Z-200.0 機械座標値移動
G0G96S150M3 周速一定数制御ON、V=150m/min、正回転
X52.0Z2.0M8 X52.0Z2.0移動、クーラントオン
G1Z0.0F0.3 直線補間 Z0.0に移動 主軸一回転当たりの送り量0.3mm
X-1.6F0.15 X-1.6まで移動 主軸一回転当たりの送り量0.15mm
G0X52.0Z2.0 X52.0Z2.0移動
M5 主軸停止
M9 クーラントストップ
N2M1(ARA) シリアルナンバー2、オプショナルストップ
G0T101 1番のツールを使用
G53Z-200.0 機械座標値移動
G0G96S150M3 周速一定数制御ON、V=150m/min、正回転
X52.0Z2.0M8 X52.0Z2.0移動、クーラントオン
G71U4.0R2.0 荒加工固定サイクル、切り込み量4mm戻り量2mm
G71P100Q200U0.4W0.1F0.25 仕上げ代X0.4Z0.1、主軸一回転当たり送り量0.25
N100
G0X36.0 早送りでX36.0に移動
G42G1Z2.0F0.1 ノーズR左補正 直線補間 Z2.0に主軸一回転当たり0.1mmで移動
X50.0Z-2.0 直線補間でX50.0Z-2.0に移動
Z-18.0 直線補間でX50.0Z-18.0に移動
G2X54.0Z-20.0 時計回りの円弧でX54.0Z-20.0に移動
G1X56.0Z-21.0 直線補間でX56.0Z-21.0に移動
Z-36.536 直線補間でX56.0Z-36.536に移動
X60.0Z-40.0 ちゅくせん補間でX60.0Z-40.0に移動
N200
G0X52.0Z2.0 早送りでX52.0Z2.0に移動
M5 主軸停止
M9 クーラントストップ
G28U0W0 原点復帰
N3M1(SIAGE) シリアルナンバー3、オプショナルストップ
G0T202 2番のツールを使用
G96S200M3 周速一定数制御ON、V=200m/min、正回転
X52.0Z2.0M8 早送りでX52.0Z2.0に移動
G70P100Q200 N100からN200までのNCプログラム呼び出し
G0X52.0Z2.0 早送りでX52.0Z2.0に移動
M5 主軸停止
M9 クーラントストップ
G28U0W0 原点復帰
M30 プログラムエンド
N100からN200までが座標拾い出した値になります。
固定サイクルはとても便利な機能で、座標を拾い出した値を入力するだけで機械が自動計算によって荒加工、仕上げ加工出来てしまいます。
NC旋盤内蔵されているのに現場で使わないと宝の持ち腐れですから、どんどん使ってしまいましょう
固定サイクルに対して、詳しく知りたい方に外部リンクを貼っておきますので確認して下さい。
ノ-ズRとはスロ-アウェイチップの先端についてるR形状の事を言います。
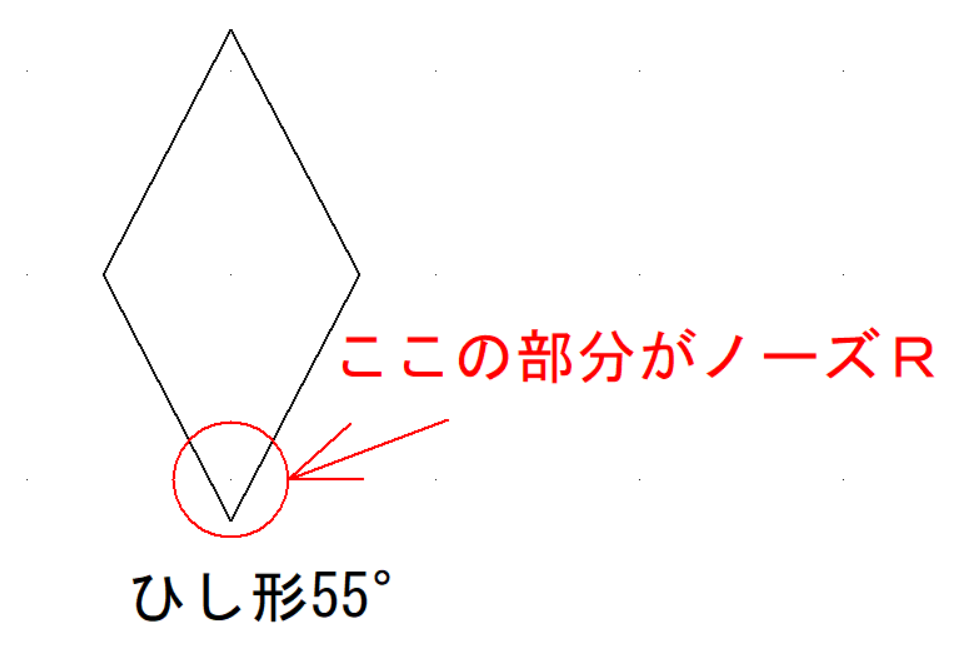
スローアウェイチップとは何か詳しく知りたい人向けに関連記事を貼っておきます。
G42はノーズRが加工材料に対して左側を自動で補正してくれます。
今回のプログラムは、現場でちょっとした加工したいなってなった時、ベースプログラムとしてとても便利です。
僕もこのベースNCプログラムは使いまわしています。
職場で「ちょっと外径加工してくれる?」って言われた時に大いに活躍してますね。
マネしてもらって良いのですが注意事項を読んで納得出来た方のみ利用して下さい。
注意事項
- NC旋盤のOSがファナック製に限る
- NC旋盤に固定サイクル機能が付いていないと使えない(古いNC旋盤だとないかも)
- 材料は一般的な鉄(一応使えますがアルミやステンレスには向いてない)
- 不良品を作ってしまったり、機械操作を誤っても自己責任でお願いします
注意事項を確認し、理解が出来た方はNCプログラムの赤い部分を変えて使って下さい。
べ-スプログラムの変更部分
- 工具ナンバ— 使用するタレット工具ナンバ—を入力(例T505)
- 加工材料径 材料径に+2ほど足して入力(例Φ100→X102.0と入力)
- 拾い出した座標 自分で拾い出した座標を入力
NCプログラム作成にチャレンジしてみよう
最初からすべて覚えなくたって少し頑張って勉強すればNCプログラムは理解できます。
今までの経験から機械加工の仕事はやることが多いため、プログラムを覚えるのが面倒で、他の人に任せる人も中にはいます。
ですが、緊急対応の仕事を頼まれてもプログラム作成が出来ないと加工出来ず、必然と作成出来る人に仕事が回されます。
給料が上がるのはプログラムが作成出来る人が断然有利なので、時間を使ってでも勉強する事をオススメします。
本記事が役に立てる事を願っています。
最後まで読んで頂きありがとうございました。


コメント