





ネットで調べれば色々な知識を得る事が出来ます。
ですが、実際に機械を動かして製品を作れないのでは全く意味がありません。
機械加工初心者にとって知識は確かに必要ですが、知識よりも経験の方に時間をかける方がいいでしょう。
この記事は経験に時間をかけやすくするように簡単に知識を得る方法を紹介します。
この記事は3分程度で読み終わります。
関連記事
この記事を読んで分かる事
- 簡単に知識を得る事が出来る
- 最適なツールを選択出来る
- 寸法出しがスムーズに出来る
工具カタログは機械加工初心者にとって最高の教科書

工具カタログを見た事あるでしょうか。
工具カタログ見れば加工の悩み事が解決出来てしまいます。
加工の問題を先輩や上司に聞くのが一番早いでしょうが、少し意見交換出来る程度くらいは自身で調べて相談をした方が上達する近道です。
工具カタログはどこの会社でもあるはずなので聞いてみてください。
工具カタログの技術資料に注目
工具カタログの「技術資料」のページをみれば加工でトラブルが発生した時に対処方法が載っています。
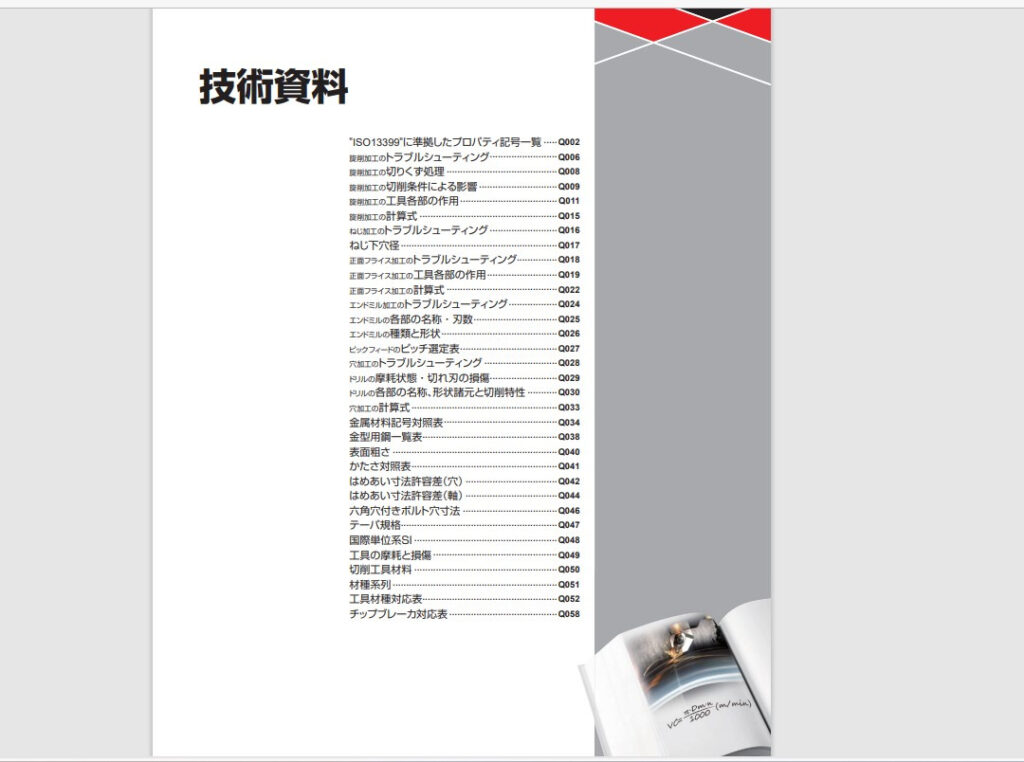
工具メーカ-三菱マテリアルのカタログを例に上げましたが、他のメーカ-でも必ず技術資料があります。
加工トラブルの対処の仕方、加工技術等ありとあらゆる情報が詰まっています。
機械加工初心者にとって無料で情報を得る事が出来て最高の教科書なのではないでしょうか。
注意点:カタログ見ただけでは解決出来ないことも
カタログに載っている事がすべて正しいとは限りません。
機械加工は上級者の方でも加工トラブルの対応に手を焼く事がザラにあります。
悩んでも悩んでも解決出来なくてお手上げ状態になったりします。
機械加工の仕事は教科書通りにはいかないってことですね。
それだけ技術力が必要な場面が多いです。
ですが、機械加工初心者が知識を得るにはちょうどいい教科書と言えます。
工具カタログを使用した加工トラブル解決法

工具カタログには加工中トラブルに対して解決出来る内容が載っています。
カタログをどの部分に注目するべきなのか紹介します。
チップの摩耗
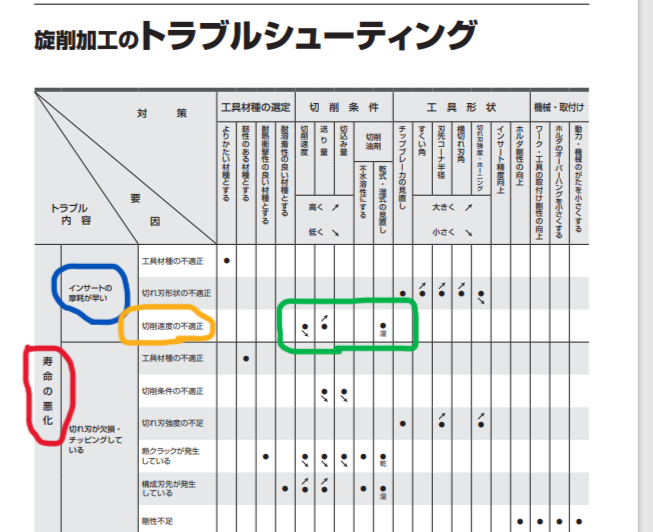
先ずはカタログの技術資料のページ「トラブルシュ-ティング」の項目に注目して下さい。
例として悩み事は「チップの寿命が悪くて困っている」としましょう。
今使用しているチップのままトラブルを対応するなら線で色分けした対処方法で解決の糸口を見つけ出します。
チップの寿命が悪くて困っている
- 大きなトラブル内容→チップ寿命が悪化している
- トラブル内容→インサート(チップ)の摩耗が早い
- 要因→切削速度の不適性
- 対策→切削速度を上げて、送り量を上げるまた切削液を使用する
機械加工初心者の方にとって、対策方法が分からない時にはいい判断材料になるでしょう。
この判断材料を持って、先輩、上司と意見交換出来れば完璧ですね。
今回は旋削加工を紹介しましたが、その他の加工に対してもトラブルシューティングの項目が載っているので安心して下さい。
切削条件の見直し
工具カタログは推奨切削条件も載っており、機械加工初心者にとてもありがたい存在です。
職場で既存製品を加工している切削条件と見比べたりすると色々勉強になるので面白いです。
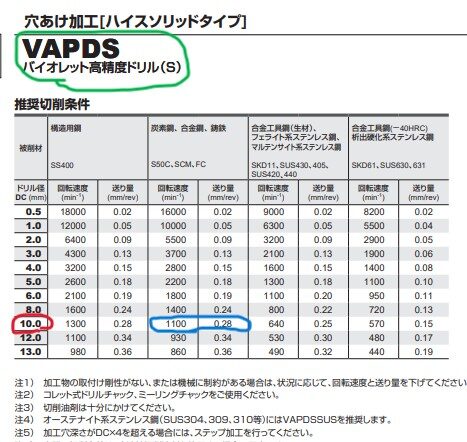
使用工具 バイオレット高精度ハイスドリル(S)
ドリル径 Φ10
被削材 S45C炭素鋼
推奨切削条件 回転速度1100min-1 送り量0.28mm/rev
色分けした線にはこのように書かれていると思います。
先ず最初に言っておきたいのは、この条件で加工したら僕の経験上ドリルが破損します。
「カタログに書いてあるじゃん」って思われますが、おそらくメ-カーがテスト加工する際、最高の条件下で加工した時のデータです。
職場で加工する製品は機械に干渉させないように考慮したりして、メーカ-のテストした条件下で加工は出来ないと言っていいでしょう。
僕の経験上、推奨条件の半分くらいをベースに、そこから少しずつ条件を上げたり下げたりして微調整しています。
インサ-トチップの切りくず処理と切削条件
機械加工経験者全員悩ませるのが切粉処理です。
特に伸びる切粉がやっかいで工具に巻き付いて製品を傷を付け、不良品を作ってしまう事もあります。
さらに工具が破損したりするので、まったくいい事がありません。
切りくず処理は機械加工担当者の永遠のテーマなので、これといった正解って無いのですが、カタログからベースを拾い出す事は出来ます。
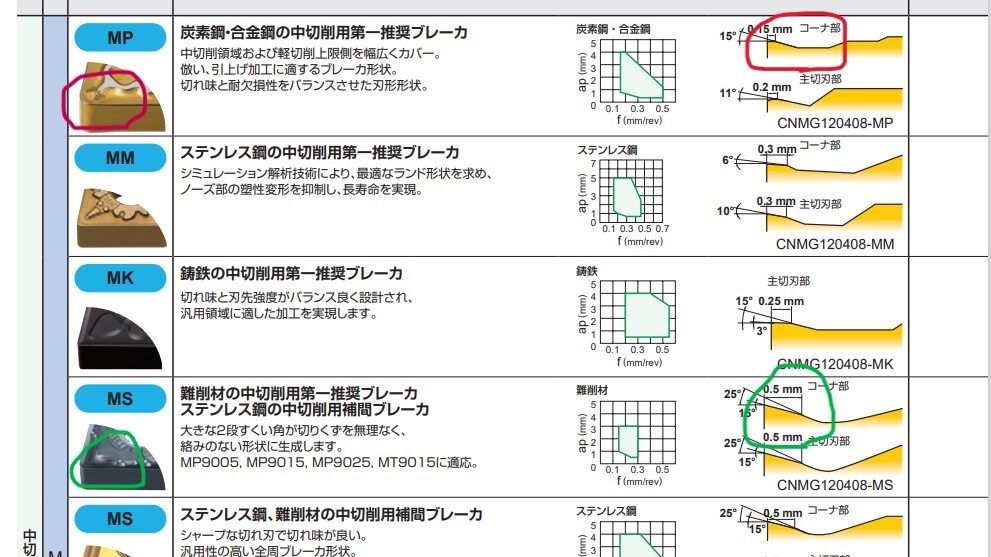
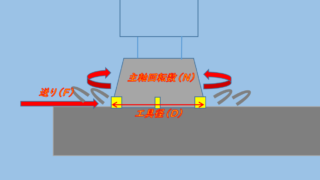
切くず処理に欠かせないのはインサートチップのブレ-カーと言われるところです。
色分けした線がすくい角と言われる所なのですが、この部分が切粉処理に大きく作用し、長い切粉を分断してくれます。
ですが注意が必要で、すくい角が大きいとチップ寿命が大きく下がります。
これが、機械加工担当者を悩ませる理由の1つで、本当にどっちを取るかの話になります。
インサートチップの切削条件の見方
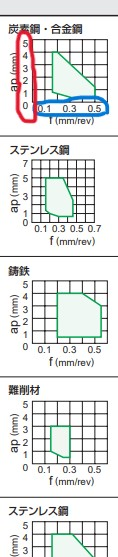
この部分に注目なのですが、切削条件が書いてあります。
赤色の線apとは切り込み量(mm)、青色の線fとは一回転当たりの送り量(mm/rev)を表します。
グラフ内の緑色は許容範囲になります。
これも最高の条件下でテスト加工された物なので、職場では参考程度にしかなりません。
中間当たりを狙ってみて、様子を伺うのが良いでしょう。
機械加工初心者は工具カタログをみるべき

工具カタログは工具を選定するだけではなく、教科書のように機械加工の技術資料の宝庫になっている事がお分かり頂けましたか。
好評ならカタログの技術資料を基にした記事を作成したいと思います。
最後まで読んで頂きありがとうございました。


コメント