





会社に就職して数か月立ってくると何でも出来ると勘違いから何でも出来ると無敵状態になる時があります。
これが初心者に起こる罠で、ここから天狗になってしまうか、謙虚に学び続けるかの2択に迫ってきます。
僕は20数年機械加工に携わってきましたが、前者に陥ってしまう人が多い傾向に思えてしまいます。
今回から機械加工の中級編に突入し、内容も回を追うごとに難しくなってきます。
この記事で更なる機械加工の知識を学んで欲しいと思います。
前回の超初心者編と初心者編の記事を見返してもらえると今回の記事がさらに理解できるかも知れません。
機械加工が慣れ始めた時ころ

就職して数か月立ち教育者の人からある程度仕事を任せてもらえるようになった時期ではないでしょうか。
中には「機械加工なんて楽勝」と「舐めプ」する人もいるので、教育者にとっては一番キツい頃です。
やってしまいがちの過ちを分かりやすく表にまとめました。
| 過ちのタイプ | 説明 |
|---|---|
| 1. 切削条件の誤り | 切削速度、送り速度、切削深さなどの設定が誤っていること。 |
| 2. 測定と寸法の誤り | 寸法測定や検査を怠り、不正確な測定器具の使用。 |
| 3. 切削液の不適切な使用 | 切削液の選択、濃度調整、交換頻度の適切な管理が怠る。 |
| 4. 工具の取り扱いの誤り | 切削工具や加工機械の適切な取り扱いとメンテナンスが怠る。 |
| 5. 切削速度と送り速度のバランス | 適切な切削速度と送り速度のバランスを見極められない。 |
| 6. 材料特性の無視 | 材料に対して適切な加工条件を適用しない。 |
| 7. 安全行動無視 | 安全行動が疎かになり、危険行為をしてしまう |
中級者になると「こんな事知ってるよ」と話しをまともに聞かない人も多いですが、もう一度振り返りを兼ねて紹介した7選に迫って行きたいと思います。
①切削条件の誤り

推奨切削条件ってどこに記載されているかご存じでしょうか?
推奨切削条件はスロ-アウェイチップの箱の裏に書いてある事が多いです。
箱の裏にはどのように書いてあるのか例を挙げます。
P種 vc=180-220 Fz=1.00-2.00 Ap=1.5-1.5
M種 vc=150-180 Fz=1.00-1.50 Ap=1.5-1.5
K種 vc=200-230 Fz=1.50-2.50 Ap=1.5-1.5
種類についての意味を分かりやすく表にしました。
| 種類 | 主な使用材質 |
|---|---|
| P種 | 鉄、合金鋼等 |
| M種 | ステンレス等 |
| K種 | 鋳物等 |
加工材料のによって種類分けしています。
この事を理解してないと切削条件の基準が分からない状態になります。
次に切削条件について説明します。
vcとは
vcとは周速の事を指しています。
周速とは物体がある軸を中心に一定の時間内に回転する速さを表す言葉です。
通常、周速は角速度として表され、単位はラジアン/秒 (rad/s) または回転/分 (rpm) で表されます。分かりやすく表にします。
| 単位 | 意味 | 使用分野 |
|---|---|---|
| ラジアン/秒 | 物体が1秒間に回転するラジアン数 | 物理学、工学、科学など、角速度の計測に使用 |
| 回転/分 | 物体が1分間に回転する回数 | 機械工学、エンジニアリング、機械の回転速度 |
ここで表した通り、機械加工で使用するのは、回転/分(rpm)を使用します。
今回例に当てた数値vc=180-220等は1分間に進む距離(m)で表しています。
単位はvc=180-220m/minになります。
数値が大きい程回転が速くなり、加工時間が大きく変わります。
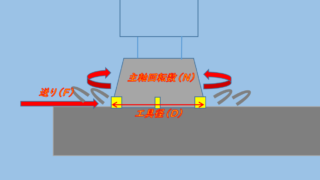
FzとAp
FzとApは通常、1刃当たりの送り量や加工深さを表す単位になります。
分かりやすいように表に表します。
| 単位 | 意味 |
|---|---|
| 進行速度(Fz) | 切削工具が進行する速さを表す単位 |
| 加工深さ(Ap) | 切削工具が材料を切り込む深さを表す単位 |
例に表した値1.00-2.00等は1刃当たりの数値です。
工具によっては刃が数個ある物があるので注意が必要です。
計算式は次の通りになります。
| 計算式 | 説明 |
|---|---|
| 送り速度(Fz) | Fz = (Vc × N) / (Ap×Z) |
| Fz | 送り速度(mm/min または in/min) |
| Vc | 切削速度(m/min または sfm – メートル/分または フィート/分) |
| N | 回転数(rpm – 回転/分) |
| Z | 刃数(工具の刃の数) |
この計算式を使用して、刃数(Z)を考慮に入れた正確な送り速度を計算することができます。
刃数には十分注意して切削条件を決めるようにして下さい。
まとめ
推奨切削条件は定められた数値に対して真ん中の値の方がいいでしょう。
180-220なら200にする等です。
又、治具や取り付け状態によっては推奨切削条件通りにはいかないので悪魔で参考値と理解した上で設定してください。
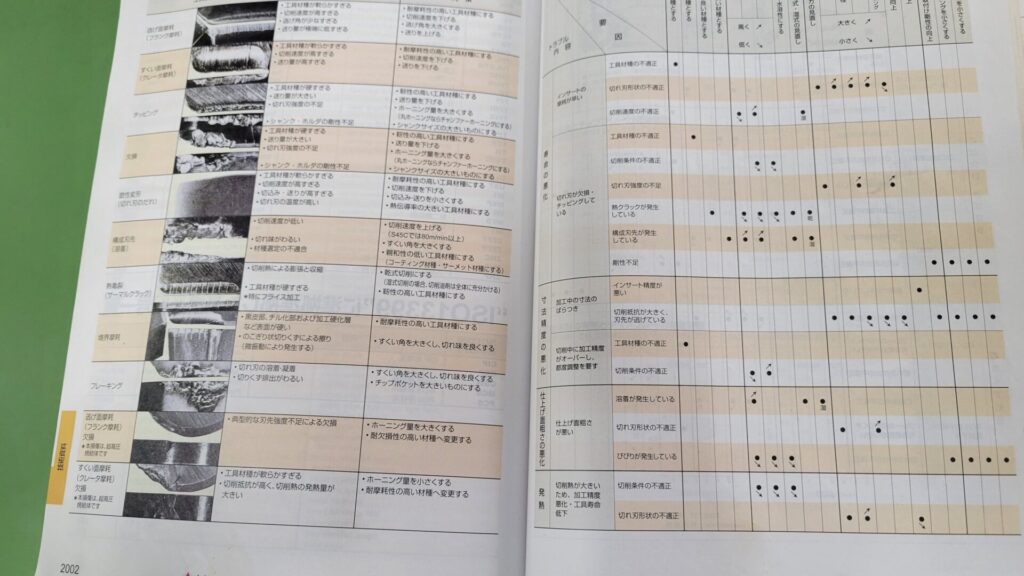
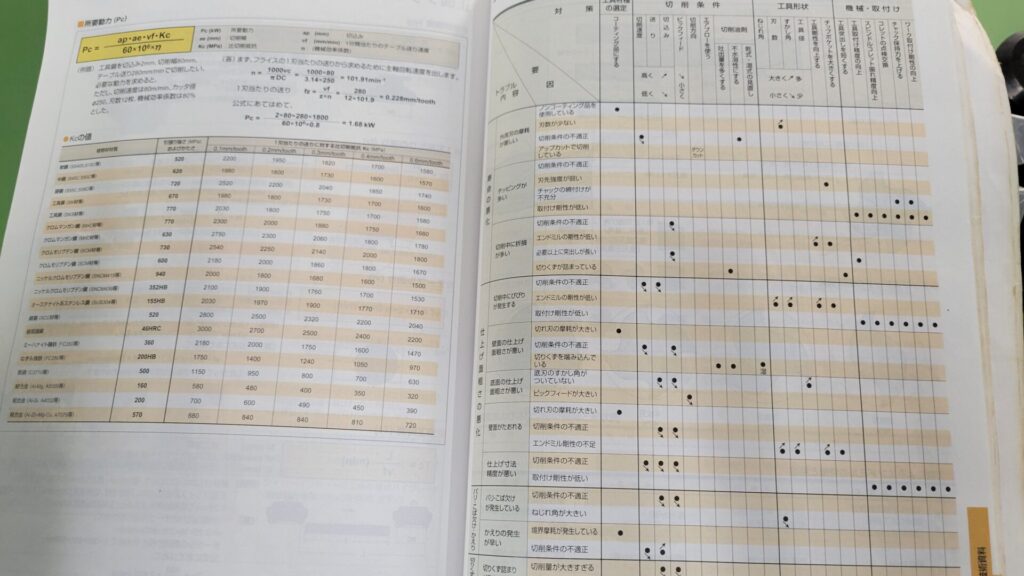
その他にも参考にしたい資料は、工具カタログの「技術資料」欄に載っているのでいざという時には重宝します。
切削条件の設定は機械加工担当者にとって永遠のテーマになるほど奥が深い事なのです。
②測定と寸法の誤り

中級者になると測定値の見間違い、寸法の誤り等が目立つようになってきます。
初心者の方は測定値に間違いないのか何度も確認したりするので見間違いって少ないのですが、中級者になると図面の確認作業等、本来やるべき行為を飛ばしたりする方が中にはいます。
問題ないと自信をもって後工程に引き渡した結果、寸法が違うと言われて困惑する事になります。
仕事に慣れてくると省略行為が働くと言われています。
省略行為とは次のような行動です。
ヒューマンファクターとは、「錯覚」「不注意」「近道行為」「省略行為」の4つに代表される人間の行動特性です。
人間の行動特性の1つに分類させる程なのでここにあるヒューマンファクターの中には何かしら経験あるのではないでしょうか。
そのような時は、1度初心に戻り省略行為を無くす事がとても大事になります。
僕の記事を超初心者編から読み返すのもいいかもしれません。
③切削液の不適切な使用

切削液(クーラント)を毎日機械使用前にチェックしていますか?
切削液の量、濃度管理、このチェックも省略行為が働き、毎日チェックしなくなってしまう方がいます。
切削液を適切に使用しないとどのような問題なるか説明します。
| 問題と影響 | 説明 |
|---|---|
| 切削品質の低下 | 切削液が不適切な場合、仕上げ品質や粗さが低下する。 |
| 工具の耐久性の低下 | 適切な冷却と潤滑が提供されないため、工具の寿命が短くなる。 |
| 健康への影響 | 切削液の蒸気や霧を吸い込むことで、作業者の健康に悪影響を及ぼす可能性がある。 |
| 切削液の劣化 | 時間経過とともに切削液が劣化し、悪臭を放つ、品質が低いなどの問題が発生する。 |
| 環境への影響 | 使用済み切削液は適切に廃棄物処理されなければならず、環境への影響が考慮されない場合に問題が発生する。 |
切削液の管理を怠るとこのような問題が発生します。
加工にも影響が大きいですし、健康にも悪い影響があります。
又、切削液の廃棄は指定された産業廃棄物処理業者に依頼しなければなりません。
その辺に廃棄したら、法律違反になりますから絶対してはいけません。
④工具の取り扱いの誤り
切削工具の取り扱いはどのようにしていますか?
切削工具の取り扱いが悪いと不良を作ったり、工具寿命に影響が出ます。
どのような悪い影響があるのか説明します。
| 問題と影響 | 説明 |
|---|---|
| 寿命の短縮 | 切削工具の寿命が短くなり、交換頻度が増加する。 |
| 品質の低下 | 切削品質が低下し、仕上げや寸法精度に問題が生じる。 |
| 安全リスク | 事故やけがのリスクが高まり、作業者の安全が危険にさらされる。 |
| 生産性の低下 | 作業の効率性が低下し、生産性が減少する。 |
| 加工品質の問題 | 加工品質に問題が生じ、不良品の製造が増加する可能性がある。 |
| コスト増加 | 交換や修理のコストが増加し、追加のコストがかかる。 |
| 取り扱い要点 | 説明 |
|---|---|
| 切削条件の設定 | 切削速度、送り速度、切削深さを適切に設定する。 |
| 適切な工具の選択 | 切削に適した工具を選び、条件に合わせる。 |
| 正確な取り付け | 工具を適切に取り付け、締め付けトルクを守る。 |
| 定期的な工具交換 | 工具を点検し、摩耗量の確認。 |
| 安全対策 | 作業者の安全を確保するための措置を取る。 |
この中で面倒だからと工具交換を怠り、不良品を作ってしまった経験は僕は何回もあります。
資料などで切削条件を調べながら適切な条件で加工を進めるべきです。
機械加工初心者の為の簡単な勉強法 で学習することをオススメします。
やはり、最終的には自分を助ける事になるのは、面倒な事を確実にやる事ですね。
⑤切削速度と送り速度のバランス

切削速度と送り速度のバランスの見極め出来ていますか?
片方が良くても片方が悪いと加工時間や工具寿命に悪影響を及ぼします。
削るだけならどんな条件でも削れるのでバランスなど気にせず加工を進めるのが、機械加工中級者が怠る原因の1つです。
どのようなバランスが適切なのかは加工治具や工具の使い方によって大きく変わるので一概には言えませんが、通常のやり方で説明します。
切削速度と送り速度が高い時はこのような現象があります。
| 影響 | 説明 |
|---|---|
| 切削工具の寿命の短縮 | 高速切削と送り速度が高いことにより、切削工具の摩耗と熱負荷が増加し、寿命が短くなる。工具の交換が頻繁に必要。 |
| 加工品質の低下 | 高速切削と送り速度は材料に過度の熱を加え、歪みや焼損を引き起こす可能性があり、加工品質に問題が生じる。 |
| 安全リスク | 高速切削と送り速度により振動や振り落とし、加工チップの飛散など、作業者の安全に関するリスクが増加。 |
| 機械への負担 | 高速切削と送り速度により機械や工作機械への負荷が増加し、寿命の短縮やメンテナンスが必要になる。 |
| 音響(ビビり)問題 | 高速切削と送り速度は騒音が増加し、作業環境の快適性に悪影響を及ぼす可能性がある。 |
| 切削チップの制御 | 高速切削と送り速度において切削チップの制御が難しくなり、チップの制御や排出に問題が生じる。 |
切削速度と送り速度が低い時はこのような現象があります。
| 影響 | 説明 |
|---|---|
| 加工時間の増加 | 低い切削速度と送り速度により、同じ作業に時間がかかる。生産性が低下し、加工サイクルが長くなる。 |
| 切削工具の寿命の短縮 | 低い切削速度と送り速度は切削工具の摩耗を増加させ、寿命が短くなる。工具の交換頻度が増加する。 |
| 切削品質の低下 | 低い切削速度と送り速度は材料の加工品質に影響を与え、表面仕上げや寸法精度に問題が生じる可能性がある。 |
| 熱の問題 | 低い切削速度と送り速度により摩擦による熱が増加し、材料の変形や工具の変質が発生する可能性がある。 |
| 高負荷 | 低い切削速度と送り速度では切削工具に過剰な負荷がかかり、振動や歪みが増加し、機械に負担をかけることがある。 |
| 音響(ビビり)問題 | 低い切削速度と送り速度により不要な音響や騒音が発生し、作業環境に不快さをもたらす可能性がある。 |
| 費用増加 | 低い切削速度と送り速度により加工にかかる時間が増加し、電力や消耗品のコストが増加する可能性がある。 |
このように高い時も低い時も両方悪い影響が発生します。
参考になる外部リンクを貼っておきます。
切削条件とは?どうやって決めるべき? | 中村留精密工業株式会社 (nakamura-tome.co.jp)
切削速度と送り速度バランスを拾い出す作業は、上級者でも難しいと言われています。
適切なバランスを探すのは機械加工担当者の永遠のテーマなので、終わりはないと思ってもらいたいです。
⑥材料特性の無視

鉄の切削条件でアルミニウムを加工したらどうなると思いますか?
一般的な鉄ですが、硬くて重い素材であり、一方でアルミニウムは柔らかくて軽い素材です。
特性自体違うのに同じ加工条件が適切ではないとお分かり頂けると思います。
加工条件を完全に無視しても加工自体は出来てしまうのが、機械加工中級者が無視してしまう理由です。
材料の特性に合わせた加工条件の設定の仕方の一例を説明します。
| ステップ | 説明 |
|---|---|
| 1. 材料特性理解 | 切削材料の特性(硬さ、耐熱性、粘り、耐摩耗性)を理解。 |
| 2. データシート参照 | 切削データシートを確認し、推奨切削速度(Vc)と送り速度(Fz)をチェック。 |
| 3. 適切な工具選択 | 材料に合った切削工具を選択(種類、コーティング、刃数など)。 |
| 4. 切削速度設定 | 適切な切削速度(Vc)を材料に応じて設定(硬材=高速切削、軟材=低速切削)。 |
| 5. 送り速度設定 | 切削条件や工具に合わせて適切な送り速度(Fz)を設定。 |
| 6. 切削深さ設定 | 材料と工具特性に基づき、適切な切削深さ(ap)を決定。 |
| 7. 切削液と冷却 | 材料に応じた切削液を選択し、冷却と潤滑を確保。 |
| 8. 実験と調整 | 設定条件で実際に試験的に加工し、結果を評価。条件を調整して最適化。 |
| 9. 安全対策 | 材料特性に基づく安全リスクを考慮し、適切な安全対策を取る。 |
| 10. 点検と監視 | 切削条件の安定性を確認し、定期的な点検と監視を実施。 |
このように段階的にステップを踏んでいけば、材料特性に合わせた加工条件を見つける事が出来ます。
地道な作業ですが、機械加工中級者の壁を破るには必要な事になります。
⑦安全行動無視

機械加工中級者の方が初心者の時は安全行動を取っていたのに、仕事に慣れ始めてからは無視してしまう行為があるのが事実です。
例えば猛獣である「ライオン」が「檻」の中に入れられているのはなぜでしょうか。
当然危険だからですよね。
「檻」に入っていても、「ライオン」に近づけば近づくほど危険が増します。
もし、「ライオン」が「檻」に入ってなかったら襲われてしまうでしょう。
このことを「ライオン」を「危険行為」に「檻」を「安全対策」置き換えてほしいです。
「檻」がなかったら「ライオン」は暴れ放題なので、会社が存続出来ません。
安全行動を取ることは、自身と会社を守る行為なので、省略行為はしないようにしましょう。
機械加工中級者は1度初心に戻りましょう!

いかがだったでしょうか。
今回機械加工中級者の記事でしたが、自身が該当したことありましたでしょうか。
自信があることはとても良い事だと思いますが、慢心になってくると話しは変わります。
自信に満ち溢れた方は周りの人に良い印象を与えますが、慢心は悪影響しか与えません。
社会人になれば、周りの人の協力がなければ自身の成長が出来ません。
1度振り返る意味でも初心に戻り、慢心になっていないか確認してもらいたいです。
そうすれば、本当の無敵状態になるでしょう。

コメント