




この記事は3分程度で読み終わります。
図面を見ているとたまに分からない記号があったりしませんか?
本記事は機械加工で使用する図面の中で最低限覚えていた方が良い内容が含まれています。
図面の見方が分からないけど、調べている時間がない人に向いている記事でしょう。
現場ではじっくり考えている時間は少ないので、本記事で即座に理解して時間がある時に製図もしくはCADの勉強に取り組んで頂けたら幸いです。
この記事で分かる事
図面に書かれている線の意味が分かる
はめ合い公差の意味が分かる
図面記号の意味が分かる
図面に書かれている線の見方
図面に書かれている線はさまざまな意味合いを持って使用しています。
しっかり覚えるには製図の勉強が必要ですが、本記事は初心者が即現場で分かるようにしている内容なので、知っている方にとってはちょっと違うと思われるかもしれません。
図面の線自体は現場作業者にとって深く考える必要はないと思います。何となく理解出来ればとりあえずは十分です。
図面の線
線の使い分けは、図面上で色々な情報を伝えるために使用されています。
主な線の意味は次のような目的で使用します。
| 線 | 主な使用目的 |
|---|---|
| 実線(―) | 記述・記号などを示すために引き出すのに用いる。 |
| ジグザグ線(~) | 対象物の見えない部分の境界を表すのに用いる |
| 一点破線(—-—) | 図形の中心等を表わすのに用いる。 |
| 二点破線(—–—) | 加工前又は加工後の形状等を表すのに用いる。 |
| 細線(—-) | 対象物の見えない部分の形状を表すのに用いる。 |
上の表が一般的に図面に使用されている線の種類になります。
使用される線はあらゆる意味が存在するので線の種類別に詳しく解説します。
| 図面線 | 線の用途 |
|---|---|
| 太い実線(—) | 外形線:品物の見える部分の形状を表す線 |
| 細い実線(—) | 寸法線:寸法を記入するために用いる線 寸法補助線:寸法記入のための図形から引き出す線 引き出し線:記号等の指示のために引き出す線 |
| ジグザグ線(~) | 破断線:品物の一部を破った境界、または一部を取り去った境界を表す線 |
| 一点破線(—-—) | 中心線:図形の中心を表す線 基準線:位置決定のよりどころを明示する線 |
| 二点破線(—–—) | 想像線:隣接部分を参考に表す線、又は可動部分を移動限界または途中の位置で表す線 |
| 細線(—-) | かくれ線:品物の見えない部分の形状を表す線 |
現場作業者は「こんな意味なんだ」くらいでちょうどいいです。
他にも覚えなければならない事がたくさんあるハズです。
三角法を使った図面の見方
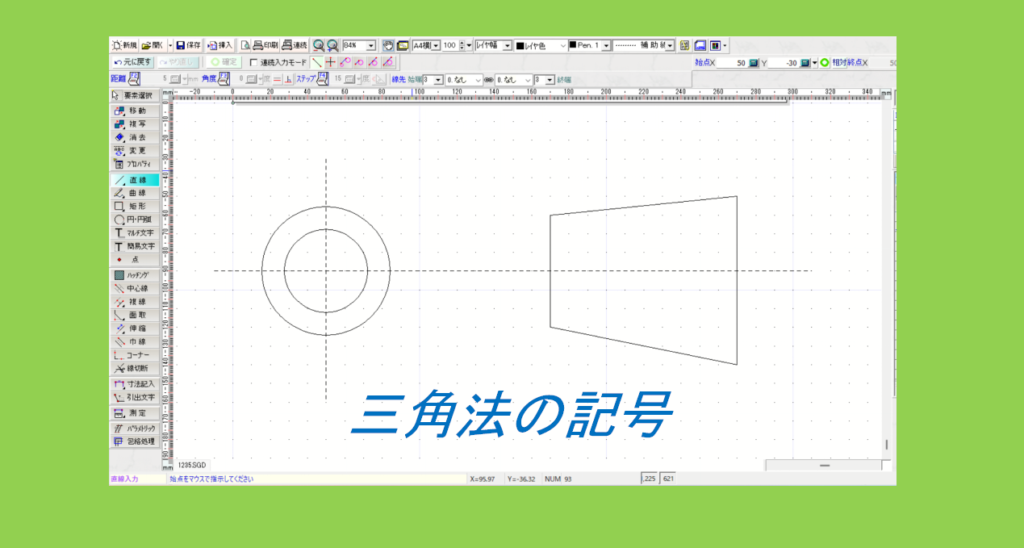
三角法とは、製品を2次元的な図に表す手法で、正面図・側面図・平面図の三方向から見える形状をそれぞれ分けて図面に記載する手法です。
図に表した図面記号が図面内にあったら三角法で作図されています。
中には一角方などの作図方法がありますが、あまり使われていないので本記事では省略します。
三角法の図面の見方
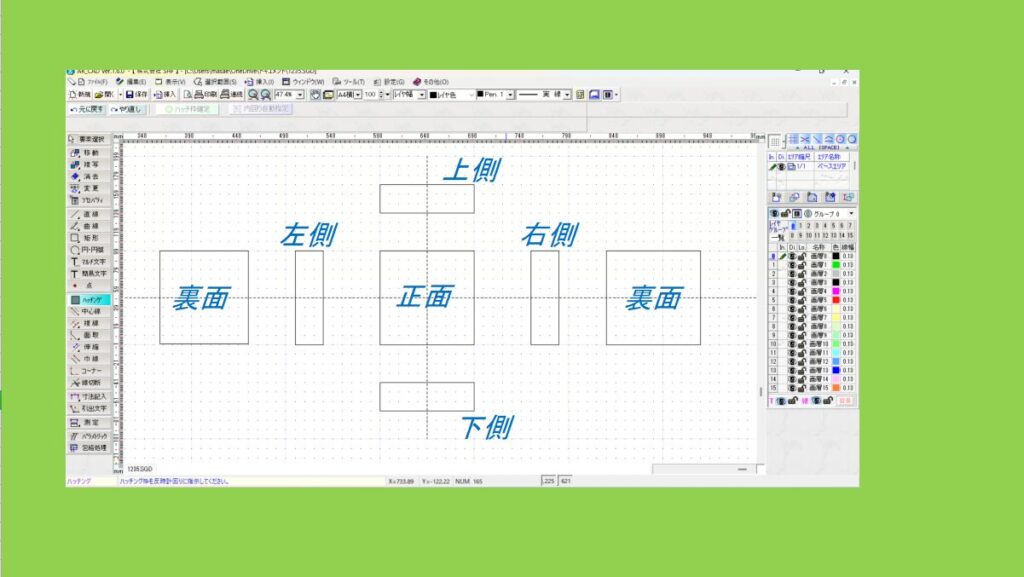
三角法で書かれた図面は、図のように記載してあります。
分かりやすい解説
- 正面から右側は左回転
- 正面から左側は右回転
- 正面から上側は左回転
- 正面から下側は右回転
分かりやすく説明する為に今回は右回転を図面上に作図しましたが、実際の図面では右回転は省略されて書かれています。
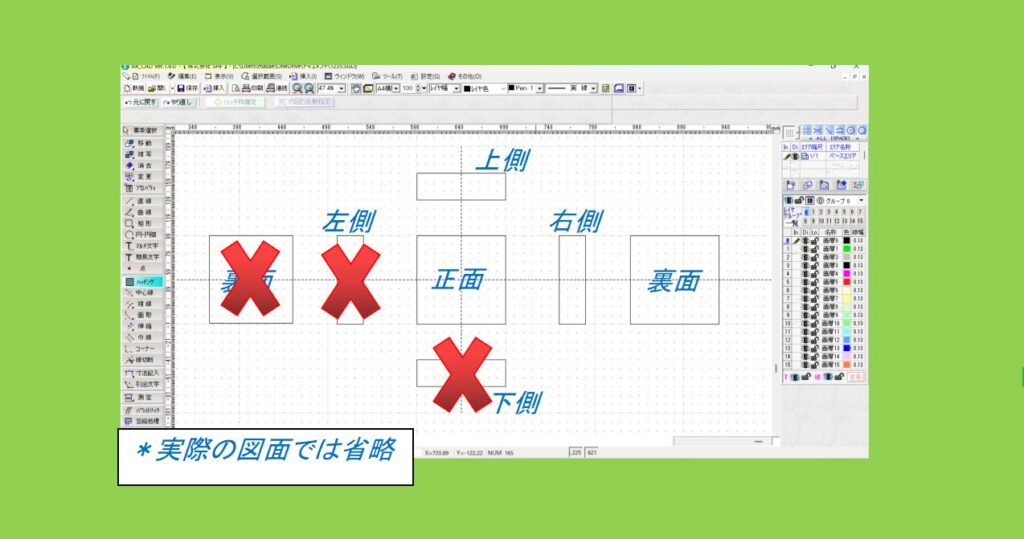
実際の図面は図のように書かれている事が大半を占めています。
三角法の図面は左回転のみで作図されていると思ってもらっていいでしょう。
機械加工で使用する図面記号の見方
図面にはあらゆる記号が存在しており覚えるだけでも大変だと思います。
図面記号は大きく分けると3つ存在します。
重要性が大きい図面記号
- 寸法公差
- 幾何公差
- 表面粗さ
| 項目 | 説明 | 例 |
|---|---|---|
| 寸法公差 | 図面上の特定の寸法に対する許容誤差。 | 全長:100±0.1 |
| 寸法公差は通常 “+”(プラス)および “−”(マイナス)記号を使用して示されます。 | 直径:Φ20.0 ± 0.2 | |
| 幾何公差 | 形状の許容誤差、位置の許容誤差など、形状関連の設定。 | 平行度://0.05 |
| 幾何公差は通常記号と数値で示され、位置、平行、直交、同心、直角度などが含まれます。 | 同心度:/O/0.1 | |
| 表面粗さ | 表面の粗さや仕上げの品質を示す指標。 | Ra(平均粗さ):0.4 μm |
| 表面粗さは通常マイクロメーター(μm)またはマイクロインチ(μin)で測定されます。 | Rz(最大粗さ):3.2 μm |
図面記号は他にも沢山存在しますが、機械加工初心者は現場で重要性が大きい記号を覚えていればとりあえずは十分でしょう。
次にこの3つを機械加工初心者に分かりやすく解説します。
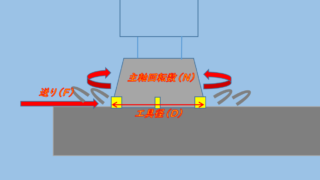
寸法公差
寸法公差がなぜ設定されているかご存じですか?
理由は、あらゆる部品が寸法ピッタリ作成するのは不可能に近いからです。
「ここからここまで、寸法内に入っていればOK」と位置付けして、加工する人に許容範囲を持たせてあげます。
では、寸法公差が使用されている一例を図にて解説します。
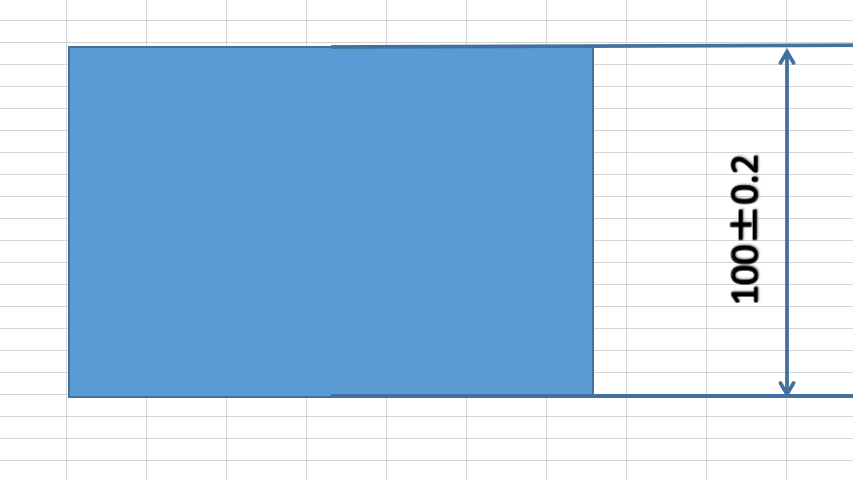
100㎜寸法の隣に+と-を付けて0.2㎜まで寸法範囲を持たせています。
図の寸法許容範囲は100.2㎜~99.8㎜が「寸法公差」になります。
なんとなく理解出来る人多いのではないでしょうか。
実を言うと公差が書いていない図面も存在するんです。
その場合は一般公差(JIS公差)と言われる公差が基準になります。
| 一般公差寸法の区分 | ||||||||
|---|---|---|---|---|---|---|---|---|
| 説明 | 0.5以上 3 | 3を超え 6以下 | 6を超え 30以下 | 30を超え 120以下 | 120を超え 400以下 | 400を超え 1000以下 | 1000を超え 2000以下 | 2000を超え 4000以下 |
| 精級 | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | – |
| 中級 | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 |
| 粗級 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 | ±4 |
| 極粗 級 | – | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4 | ±6 | ±8 |
一般公差には精級,中級,粗級等が存在し、図面指示がない場合は粗級が適応されるのが一般的です。
粗級を例に上げて図を用いて分かりやすく解説します。
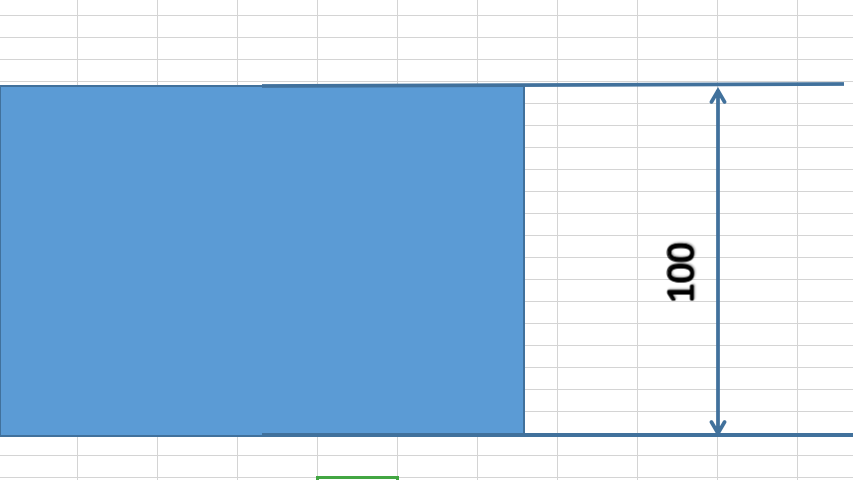
図に記載してある寸法100㎜の粗級一般公差は100±0.8㎜になります。
99.2~100.8までの寸法が「ここまでが一般公差の寸法公差」ということになります。
図面上に何も指示が無ければ一般的には粗級が適応されますが、自身でいきなり粗級と決めつけるのはよくありません。
もしかすると図面に寸法を記載するのを忘れていたのかも知れません
1度図面を作成した、設計士に確認して下さい。
はめ合い公差記号
図面記号にローマ字と数字で書かれた寸法記号が存在します。
ロ-マ字の公差をはめ合い公差と呼びます。
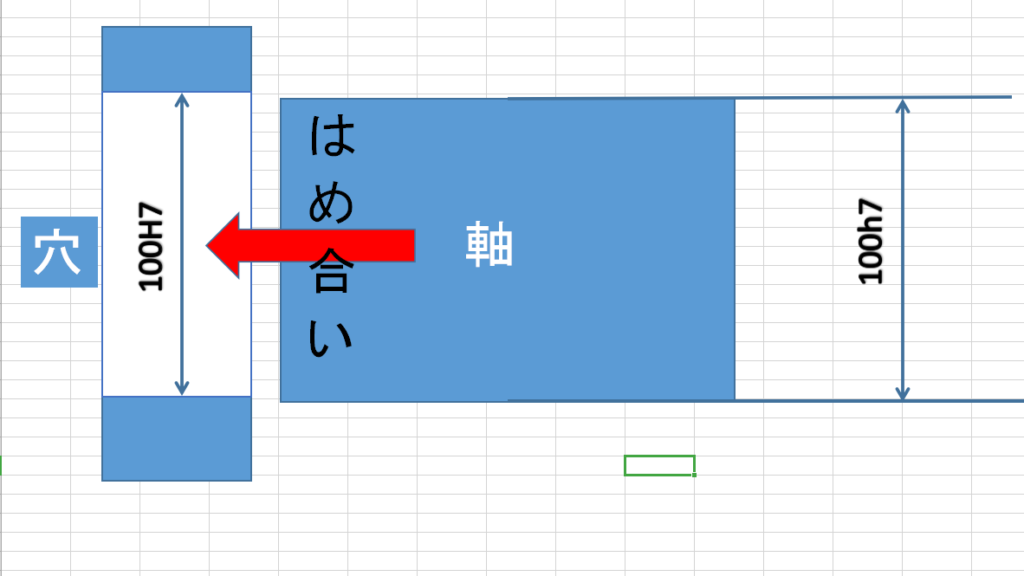
はめ合い公差とは軸と穴がスムーズに入るようにする為に設けた公差になります。
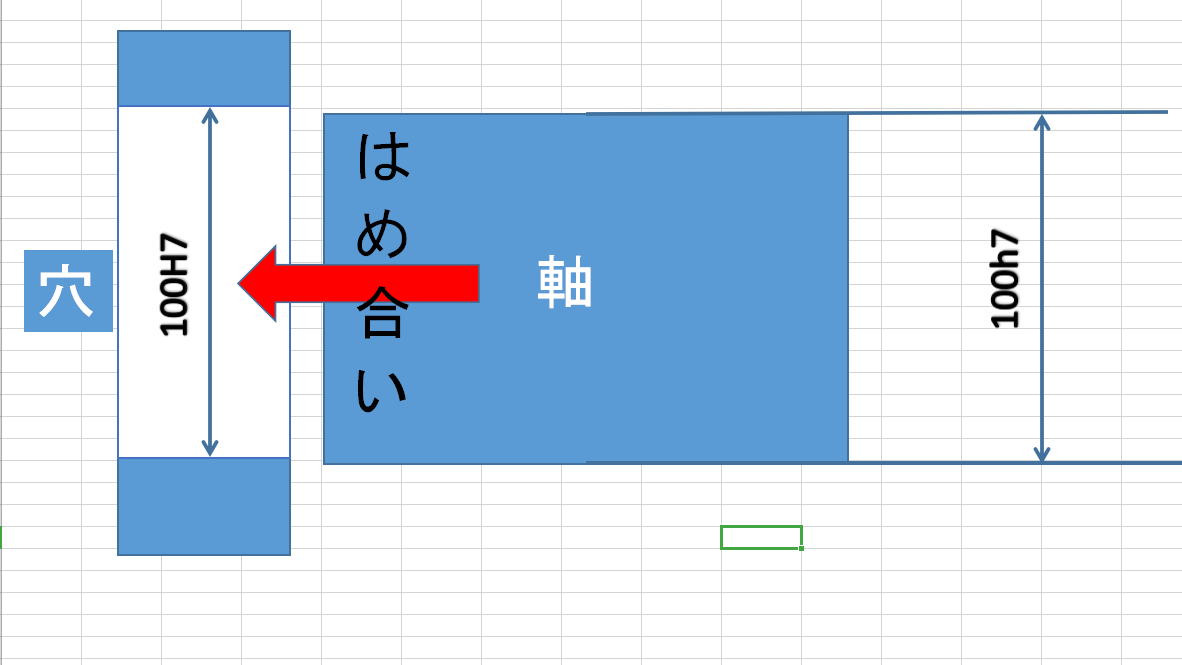
軸には小文字のローマ字、穴には大文字のローマ字で区別します。
はめ合い公差の意味を詳しく解説しているサイトがあるので興味のある方向けに添付します。
参考:はめあい公差について (nihonshinkan.co.jp)
正直言いますと僕自身もローマ字記号だけ見せられても肝心の公差が分かりません。
そこで必要となるのが、はめ合い公差一覧表になります。
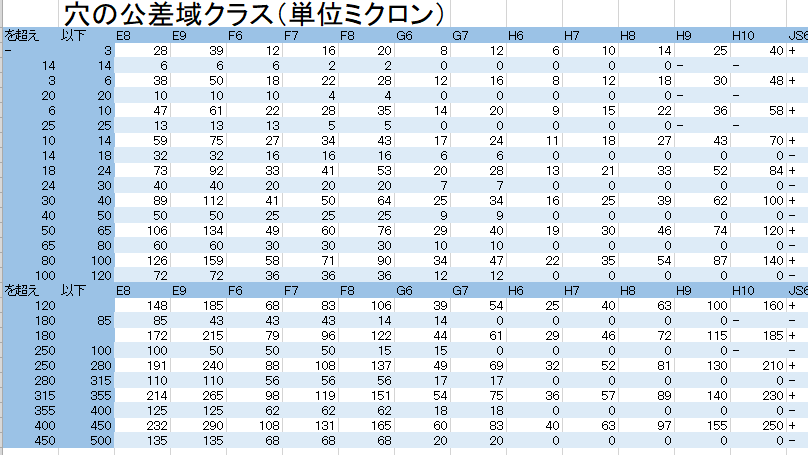
例えば図の寸法は100ですから「80を超え100以下」の欄を行とH7の列が交わる所の値は「35」になります。
単位のμ(ミクロン)は0.001㎜なのではめ合い公差は「100.035㎜~100.0㎜」になります。
はめ合い公差一覧表はサイズが大きい為、必要な部分のみ抜粋しました。
より詳しくはめ合い公差を知りたい方に向けて外部リンクを貼っておきます。
幾何公差
幾何公差とは、形状や位置関係などの誤差の許容範囲を記号と数字で表す事を言います。
図面に記載されていると最初は意味が分からず、機械加工初心者の方には難しいと思います。
幾何公差の一部ですが、記号を紹介します。
| 幾何公差 | 記号 | 説明 |
|---|---|---|
| 真直度 | — | 形状の真っすぐさ |
| 平面度 | □ | 形状が平さ |
| 円筒度 | /o/ | 円筒の綺麗さ |
| 真円度 | ○ | 円形状の綺麗さ |
| 直角度 | ⊥ | 基準に対しての直角具合 |
| 平行度 | // | 基準に対しての平行 |
| 傾斜度 | ∠ | 基準に対しての傾斜 |
| 同軸度 | ◎ | 基準となる軸と軸が同一上の具合 |
幾何公差の記号は多数存在するのですが、使用目的が多いものだけを紹介しました。
もっと詳しく知りたい方に向けてリンクを貼っておきます。
幾何公差
幾何公差は図面設計者が「こういう精度のものがほしい」という思いで製図していることが多いです。
ですが、製造者側にとって分かりにくい記号なので、図面をよく確認しないと見落とします。
同軸度を例に上げてみます。
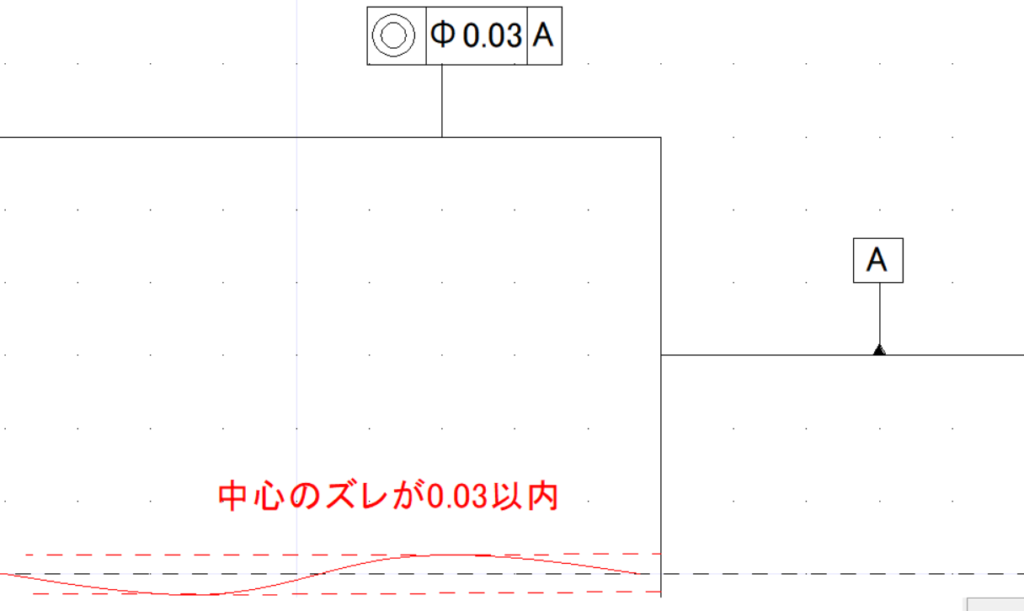
Aに対して同軸度がΦ0.03と図面表記されているので、加工方法を考える必要性が出てきます。
ほんの一例ですが、加工方法は以下の通りです。
- ワンチャックで同時加工
- 治具の精度を上げて、中心のズレを無くす
幾何公差を見落としたりすると見栄えは問題なくても測定したら不良なんて結構あります。
図面のすみずみまで確認して見落とさないようにする事がとても大事な事です。
表面粗さ

表面粗さについて
- JIS記号の改定が1992年と2002年に行われ、図面記号が変わった。
- 現在でも新旧図面記号が出回っており、両方覚えておかないといけない。
- 凹凸が小さければ小さい程、表面は綺麗になり、逆に大きければ表面は粗くなる
表面粗さとは、部品の加工面の状態(凹凸)を数字もしくは▽で表すことです。
加工面の凹凸の具合は表面粗さが大きく違ってきます。
表面粗さの度合いを記号で表し許容範囲を図面上に記載しています。
旧JIS記号
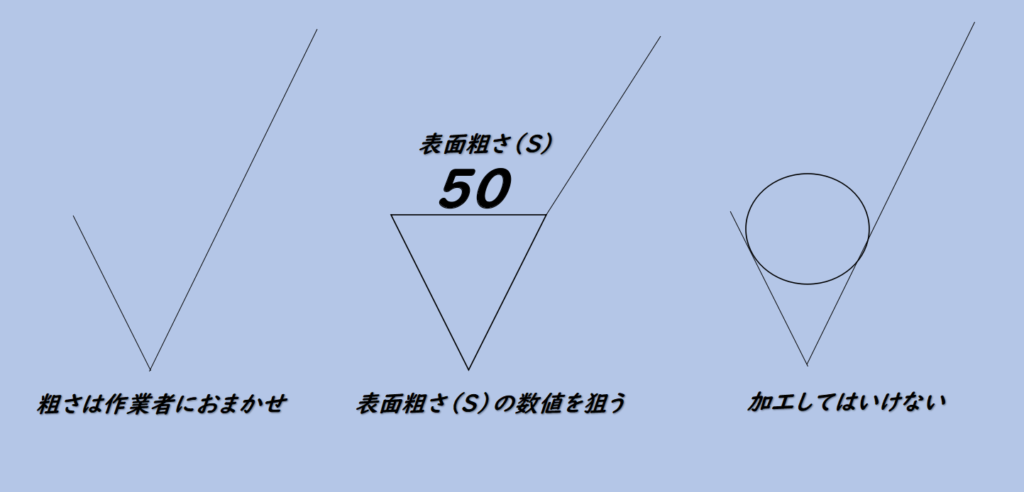
1992年に改訂された旧JIS記号は図のような図面記号になります。
この図面記号が図面上にあったら、指示通り加工しなければなりません。
1952年から1992年まで使われていた旧JIS図面記号は▽で表記にしています。
| 表面粗さ(s) | 記号 | 仕上げ面説明 |
|---|---|---|
| ~ | 表面粗さは考えないて良い | |
| 50s~25s | ▽ | 荒仕上げ |
| 25s~6.3s | ▽▽ | 並仕上げ |
| 6.3s~1.6s | ▽▽▽ | 微鏡面仕上げ |
| 1.6s~ | ▽▽▽▽ | 鏡面仕上げ |
両方ともまだまだ現役で作図されているので覚えなくてはならないでしょう。
新JIS記号
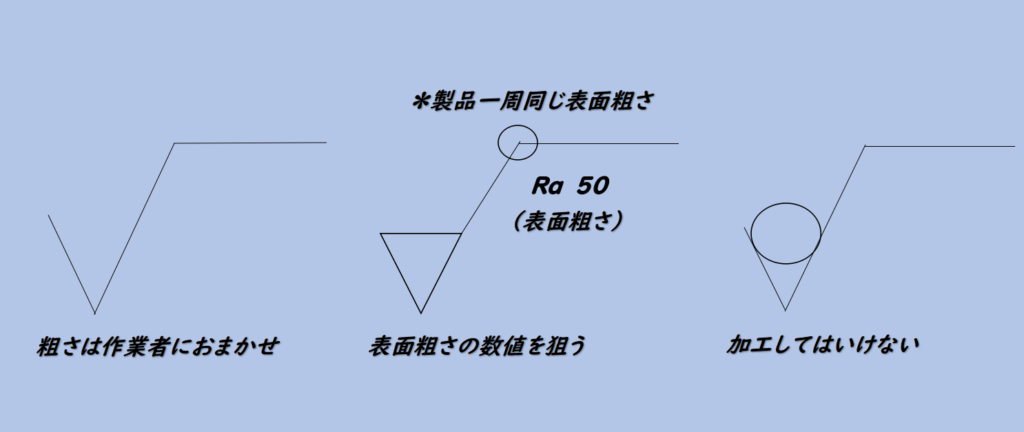
2002年から図のような図面記号に改訂されました。
考え方的には旧JIS記号とさほど変わりませんが、図に記載してあるRaなど新しい記号が追加されました。
以下の表が新しい記号の意味合いになります。
| 表面粗さの指標 | 記号 | 説明 |
|---|---|---|
| Ra (平均粗さ) | Ra | 表面の凹凸の平均値を示す。 |
| Rz (最大凹凸高さ) | Rz | 表面上の最も高い凸と最も深い凹の高さの合計。 |
| Rq (平方根平均粗さ) | Rq | 表面上の凸の平均値を表す。 |
| Rmax (最大粗さ) | Rmax | 表面上で最も高い凸の高さを示す。 |
一般的にはRaを使用している事が多いです。
Raの数字表記は旧JIS記号(s)の約1/4と考えるといいです。
例で分かりやすく説明します。
| Ra表記 | s表記 | ▽記号 |
|---|---|---|
| Ra0.8 | 3.2s | ▽▽▽ |
| Ra1.6 | 6.3s | ▽▽ |
| Ra3.2 | 12.5s | ▽ |
| Ra12.5 | 50s | ~ |
個人的になりますがRaとsだけ覚えておけば良いと思っています。
記号についてもっと詳しく知りたい方のために外部リンクを貼っておきますね。
機械加工初心者は図面記号と図面の見方を全て覚えようとしなくていい
僕的には現場で作業するに至っては図面記号をすべて覚える必要はないと思っています。
なぜなら、機械工学で活躍している方なら必要な事ですが、一般の人は今回紹介した図面記号だけ覚えてもらえば仕事上問題ないと思っています。
本記事である程度理解できたら他の事に時間を使って下さい。
場数を踏んで、現場で何回も図面記号を見ていれば、図面の見方はさらに詳しく理解出来るようになるでしょう。
もし、図面や図面記号で分からない事がありましたら、本記事を読み返して頂けたら幸いです。
最後まで読んで頂きありがとうございました。


コメント
I always spent my half an hour to read this webpage’s
articles every day along with a cup of coffee.
Feel free to visit my web site – ремонт стиральных машин Candy в железнодорожном
これからもゆっくりとご覧いただけば幸いです。
Hi! I’ve been following your website for some time now and finally goot the bravery to go
ahead and give youu a shout out rom Humble Tx! Just wanted to tell you keep up the fantastic job!
my website ремонт духовых шкафов канди в москве
ありがとうございます。
これからもよろしくお願いします。
I know this if off topic but I’m looking into starting my own blog and was wondering what all is needed to get set up?
I’m assuming having a bloog like yours would cost a pretgy penny?
I’m not very internet savvy so I’m not 100% sure.
Any suggestions or advice would bee greatly appreciated.
Appreciate it
Also viisit my web page: mirifica.net
管理人です。
私より優秀で詳しい方がたくさんいますので質問はそちらからお願いします。
私から言えることは、お金よりどれだけ時間をとれるかだと思います。
Great discussion here, I enjoyed reading the points you made.
I’ve been searching for reliable prediksi togel picks recently, and this community shares good info.
It’s important for lottery fans to keep learning.
Keep it up for posting useful info like this.
ありがとうございます。
有益な情報を発信できるようこれからも努力していきます。